色差是造纸企业产品质量的重要指标之一,因为一旦造成产品的色差,不仅会影响到产品的质量和企业的声誉,而且造成产品的浪费,下面三恩时小编跟大家聊一聊色差仪对纸张色差的控制。
在实际生产中,目测评定是更为常见的辨别方法,简单方便,能够对比较明显的色差纸并进行预防控制。正确的观察方法是:(1) 光源的照明与纸样表面成450,观察方向垂直于纸样品的表面,表示45/0,观察距离30.40厘米(见图1)光源
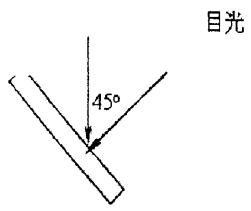
图1 光源照明与纸样品表面成45度
(2) 光源的照明垂直于纸样品的表面,观察方向与样品表面成45度,表示0/45(见图2)
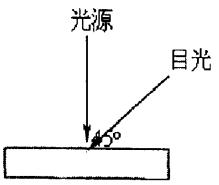
图2 光源的照明垂直于纸样品表面
由于目测评除环境、光源必须符合要求外,还要求评定人视力辨色经验达到要求,而仅凭人的视觉进行会受到主观因素和环境因素的影响,因此,容易使生产厂家与客户之间产生异议和争端。而色差仪的测量能够客观评定和量化颜色的深浅与色差的大小,因而是当今世界上比较流行的方法。

为了更准确地对纸张进行色差跟踪测定,并适应国际市场上的需要,我们采用三恩时色差仪来进行检测。而对于颜色与色差的分析,主要以ISO/A02、AATCC灰卡为标准,其灰卡色度规定如下:
纸片应是中性灰颜色,并应使用含有镜面反射的分光测色仪测定,色度数据以CIEl964补充标准色度系统(100视场)和D65光源计算。AATCC灰色卡也是以CIELAB色差式测得,现将ISO/A02灰卡各级色差对比列示下表: 仪器我们选择选择了色差仪NH310,并选择与之相符的CIEL*a*b*(ClELAB)色差计算公式。将色差仪NH310测量口径贴紧被测纸张上,采用CIELAB色差公式,仪器自动用以上色差公式测试。

在纸张生产的现场中,虽然通过目视可以直观地对颜色进行评定,但是由于易受测试人员的主观因素和环境的影响,误差较大,而使用色差仪对纸张进行检测,不仅可使色差值控制在目视范围内,而且还可进行色牢度级别的评定、白度的测量、样品色泽的确定等,从而对纸张的色差起到预防和控制的作用。